
音響インテンシティ法による空気音遮断性能測定
音響インテンシティは、インテンシティプローブを使用し、スキャニングにより測定します。この測定法は、JIS A 1416の残響室-残響室法による音響透過損失と、同等の測定を行うことができます。また、残響時間の計測を行わないため、計測時間が短く済むメリットもあります。 当社は、測定条件を満たす残響室を保有しております。また、小型な残響箱を用いることで、サンプルサイズが小さい部材の空気音遮断性能についても測定可能です。
探している技術や疑問、お問合せするほどでもないのだけど「ちょっと聞きたい」ことにもお答えします。 (質問内容は委託ナビに送信されます)
神奈川県横浜市港北区新横浜3-9-3
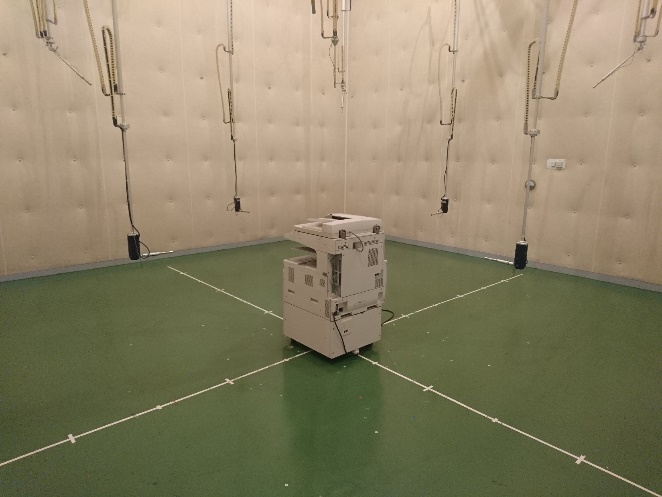
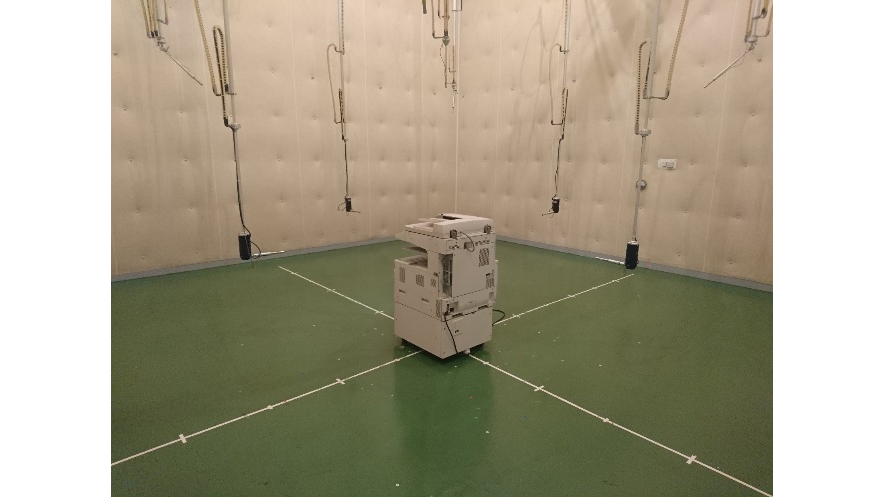
半無響室における音響パワーレベル測定
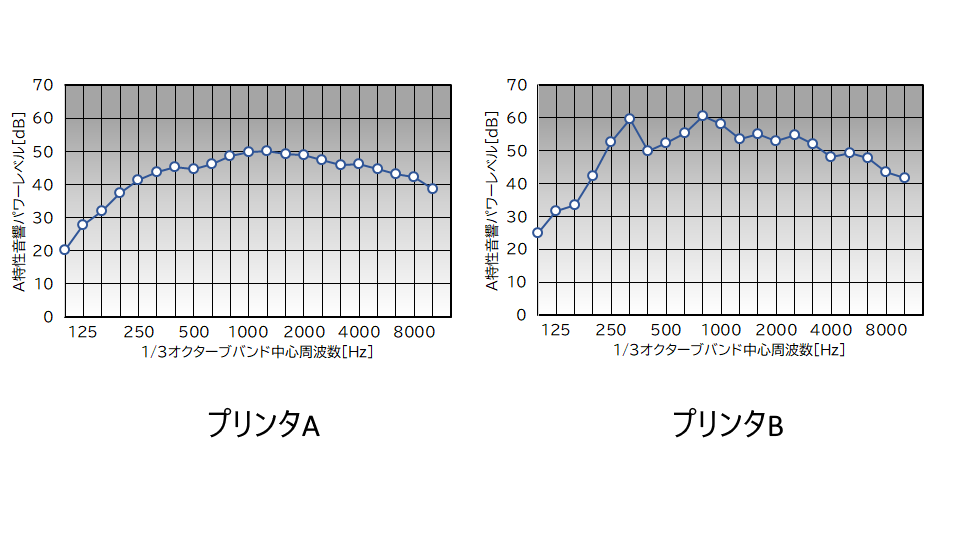
周波数ごとのパワーレベル
一般機械、家電製品、OA機器など
機械等から放射される音の大きさは、機械との距離や設置環境によって異なってしまうため、定量的な評価が困難な場合があります。そこで、放射音の定量的な評価量として音響パワーが用いられます。音響パワーレベルは機械が放射する総エネルギー量を示しており、距離や環境の影響を受けずに評価できるので、様々な機械の個別規格に適応され、製品の評価に用いられます。
測定は、JIS Z 8732やJIS Z 8733に示されるような半自由空間にマイクロホンを 9点または 10点設置し、行います。
当社は、測定条件を満たす半無響室を保有しており、また、マイクロホントラバース装置を用いて、比較的短時間での測定が可能です。このような測定環境が整っていると、設置精度が測定者の技量を問わないため測定誤差の低減にもつながります。
2種類のプリンタについて、音響パワーレベルを測定しました。下のグラフは、プリンタA、Bそれぞれの音響パワーレベルを示しています。このグラフから、プリンタBの方が音響パワーレベルが大きい事が分かります。また、周波数特性を比較すると、プリンタBでは幾つかのピークが確認できます。 このようなピークがあるという事は、その周波数の音を発生させる要因があるという事です。

当社は、各種動力の計測・制御やシミュレーション・解析技術、音響・振動の計測・コンサルティング、データ処理・解析ソフトウェアをはじめ、回転・速度、寸法・変位、 トルク、燃料流量測定など、計測制御機器とセンサ技術を組み合わせ、自動車業界や機械・電機などさまざまな業界のお客様と長年にわたって信頼関係を築いて参りました。これからもお客様のニーズにお応えできるように事業を展開し、社会の発展に大きく貢献していきます。
私たちはこれまで、数多くの受託測定を実施してきました。音響・振動に詳しいスペシャリストとして、データの取得からその評価、また効果的な対策の提案まで、蓄積された経験・ノウハウを活かし、お客様が抱えている問題の解決に貢献します。
| 会議方法 | 対面、WebEx, Teams, Google Meet 他 |
|---|---|
| ホームページ | https://www.onosokki.co.jp/ |
音響インテンシティは、インテンシティプローブを使用し、スキャニングにより測定します。この測定法は、JIS A 1416の残響室-残響室法による音響透過損失と、同等の測定を行うことができます。また、残響時間の計測を行わないため、計測時間が短く済むメリットもあります。 当社は、測定条件を満たす残響室を保有しております。また、小型な残響箱を用いることで、サンプルサイズが小さい部材の空気音遮断性能についても測定可能です。
探している技術や疑問、聞きたいことなどお気軽にお問合せください。